












Термогибка 3D моделей
В данной статье речь пойдет про особенности FMD печати. Любой пользователь стремится создать модель с высокой прочностью и износостойкостью, обладающую надежными механическими качествами.
Из-за особенности принципа построения деталей по технологии FMD 3D-печати, некоторые из них, а именно с угловыми элементами, недостаточно прочны.
3D-печать с каждым годом все сильнее проникает в нашу жизнь, и перестает быть дорогим и узконаправленным видом деятельности. С ее помощью можно послойно вырастить фигуру практически любой сложности, но детали с углами имеют существенный недочет, это хрупкость.
На рисунке ниже видно как можно расположить 3Д-модель на печатающей поверхности и где будут слабые места.
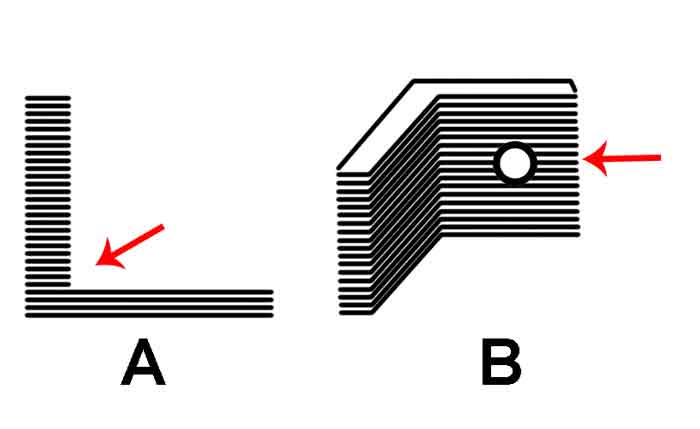
Вариант “А” имеет прочность только в плоскости X и Y Z предполагается, что при механическом воздействии полка сломается у самого основания. Вариант “B” покрепче, единственное, что может произойти, это раскол по слоям.
Но существует альтернатива исключающая минусы первых двух.
Чтобы распечатать на 3D-принтере будущий уголок, первым делом нужно рассчитать общую длину заготовки, так как он будет печататься плоским.
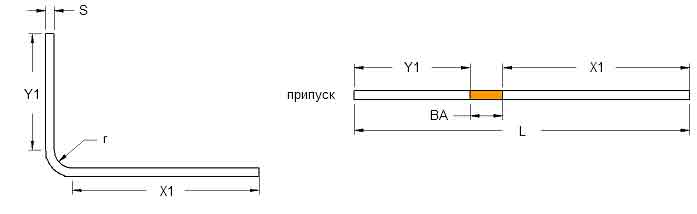
Где X1 и Y1 стороны уголка, расстояние BA=S и примерно равно толщине изделия.
С заданными размерами рисуем макет.

Печатаем на 3D-принтере, с заполнения 70 – 100%.
3D-заготовка готова, переходим к процессу - термогибке.
Производим локальный нагрев в месте рассчитанного гиба до состояния размягчения. Чтобы размягчить применяем специальное оборудование, строительный фен с насадками или паяльный фен, мы использовали последний, толщина сгибаемого изделия 4 мм. Выставляем температуру на 10-300 C больше температуры размягчения применяемого материала и аккуратно нагреваем область загиба.

Затем пластик загибается под определенным углом (в нашем случае 900), остывает и плоская заготовка приобретает форму.
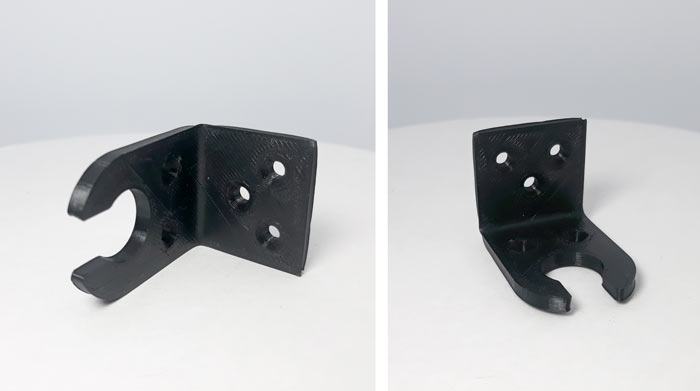
Ниже приведен еще один пример в котором невозможно применить 3- печать для всех элементов. Это крепление для потолочной ручки в автомобиле с крючком для вешалки.


Желаем всем удачной 3D-печати.